Atlas High Purity provides an entry-level overview of Reverse Osmosis and its applicability to ultrapure water systems
Osmosis
In nature, osmosis occurs naturally and fulfills a critical role in biological systems and the environment. It is the process by which solvents (water, liquids, and even gases) move through a semipermeable membrane from a lesser concentrated solution to a more concentrated solution, until the concentrations of the solutions on either side of the membrane have equalized.
Reverse Osmosis (RO)
In a water purification process, reverse osmosis (“RO”) technology inverts the natural direction of osmotic flow by applying external pressure, such that the pure solvent (water) is forced across a semipermeable membrane toward a lesser concentrated solution. To apply the pressure necessary to reverse the natural osmotic flow of the pure solvent, RO systems can require substantial amounts of energy. This energy is commonly provided by a high-pressure pump “feeding” the RO machine.
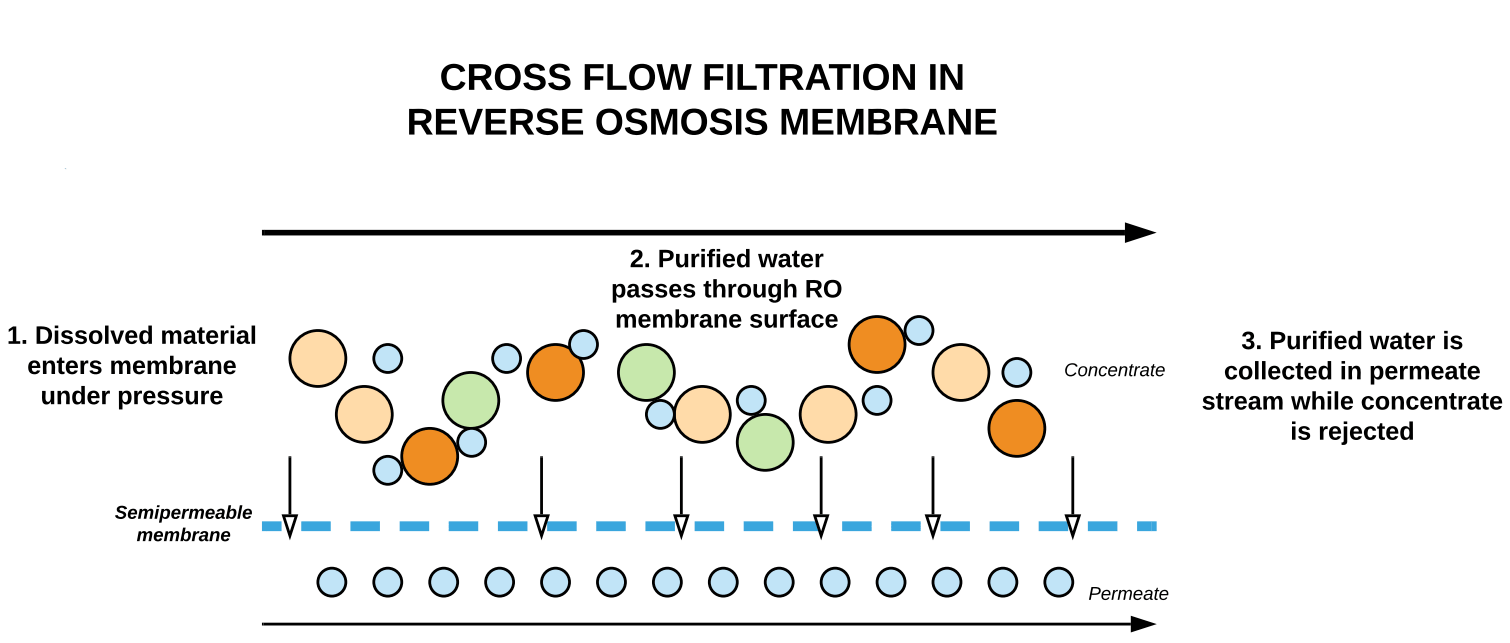
In both osmosis and RO, a semipermeable membrane acts as a filter. Water molecules are able to pass through the membrane, whereas most non-water molecules are not. During the RO process, most salts, bacteria, and organic materials present in the feed water are “rejected” by the membrane. These materials – formerly contaminants in the incoming water – become “concentrated” and separated from the purified water that permeates the membrane.
Therefore, in the RO process, pure water flows through the RO membrane(s) while most contaminants formerly present in the incoming feed water are rejected. RO is extremely effective at purifying water, capable of removing up to 99% of dissolved material present in a feed water source. Larger systems requiring high resistivity water are often designed with RO in advance of deionization (DI) in order to maximize DI resin longevity. Due to its effectiveness, RO is one of the predominant technologies encountered in well-designed high purity (ultrapure) water systems.
“Permeate” and “Concentrate”
As mentioned above, RO systems rely on the application of pressure to drive water through a semipermeable membrane, thereby shedding undesired contaminants and producing pure water. The RO process therefore splits a single stream of incoming water into two separate streams of outgoing water:
- The stream of purified water, referred to as “permeate” or “product”
- The stream of water containing the undesired, “rejected” contaminants, referred to as “concentrate” or “reject”
“Percent Rejection” and “Recovery”
The most critical quality metric in the evaluation of RO membrane performance is “Percent Rejection” (known also as “salt rejection”). Percent Rejection measures the percentage of dissolved conductive material (“Total Dissolved Solids” or “TDS”) successfully rejected by the RO membrane system. A well-designed RO system can reject 99% of dissolved material.
Percent Rejection is defined as: [(Feed TDS* – Permeate TDS) / Feed TDS]
A second important RO performance metric is “Recovery”. Whereas Percent Rejection is a quality metric, Recovery is an efficiency metric.
Recovery refers to the ratio of permeate flow to feed flow. For instance, an RO system that generates 7.5 GPM (gallons per minute) of permeate flow from 10 GPM of feed flow (and therefore 2.5 GPM of concentrate) can be said to be achieving 75% Recovery. In the operation of most RO systems used in high purity water applications, Recovery is an input that can be adjusted by the system’s operator. Recovery is a critical concept to understand in the service and maintenance of high purity water systems (the subject of a future and more detailed article regarding RO operation and service).
RO membrane maintenance
Maintenance is critical to the performance and longevity of RO membranes. Depending on a) the quality of the water entering the RO system, and b) the total system utilization, membranes may need to be cleaned as frequently as four times per year or as seldom as once per year.
In high purity water system design, “Pretreatment” refers to the various technologies “upstream” from the RO that prepare the water for the RO stage. As detailed in our article about pretreatment system design, the vast majority of RO equipment and membrane performance issues can be traced to improper pretreatment design. Therefore, appropriate pretreatment system design is paramount to ensuring that RO membranes perform at desired flow and rejection rates while minimizing downtime for service.
A well-designed RO pretreatment system must ensure chlorine is completely removed (with a notable exception: specialized cellulose acetate [“CA”] membranes are designed to withstand a nominal level of chlorine) and that certain contaminants (such as hardness, silica, etc.) are within recommended RO feed water chemistry guidelines.
Pretreatment technologies that may be utilized to achieve these requirements include water softeners, antiscalant injection, carbon filtration, sodium bisulfite injection, sediment filtration, greensand filters, and others.
RO membranes eventually require cleaning. Cleaning can be performed on a proactive, scheduled basis, or can be triggered by RO performance metrics (conditions-based service approach). These conditions include the following:
- Normal pressure drop from primary to final pressure (“delta P”) has changed by >= 10%
- RO pump primary pressure has increased by >= 10%
- Percent Rejection has increased by >= 10%
- Permeate flow has decreased by >= 10%
To identify a required cleaning, it is recommended that an RO system operator maintain thorough operating records of these key RO performance metrics. This can prevent unplanned downtime in a critical process.
RO membrane cleaning
There are two methods for cleaning RO membranes: 1) clean in place (CIP) and, 2) off-site cleaning. Both methods utilize a combination of a high pH and low pH cleaning solution (formulas conceived uniquely for the specific type of membrane), often followed by a disinfectant using a variety of compatible sterilants. It is critical to ensure that a cleaner or sterilant is compatible with a given membrane type. Following an off-site cleaning, membranes that will not be immediately placed back into operation are packaged and preserved to prevent bacteria growth.
A significant advantage of off-site membrane cleanings is that each membrane can be cleaned and evaluated individually. Cleaning data can be tracked over time (by membrane serial number) to identify trends in each membrane’s performance. The individual membranes within a multi-membrane RO, due to their relative placement within the system and the unique levels of contaminant loading that accompany their placement, will degrade at various rates.
Replacing membranes based on individual membrane data (% rejection, flow, delta P), rather than simply “total” performance metrics of the multi-membrane RO system, can generate substantial financial savings as each membrane’s life can be maximized. Atlas High Purity solutions offers a state of the art, data-centric off-site membrane cleaning program that can help maximize the life of expensive RO membranes.
In subsequent articles, we will delve deeper into the operation and service of RO equipment, including common issues with ROs, membrane fouling, membrane selection, and a host of other topics.
__
About Atlas High Purity Water
Headquartered in Canton, Massachusetts, Atlas High Purity Water designs, installs, and services high purity water systems for critical applications at facilities throughout the Northeast.
Atlas High Purity Water is part of East Range Group, a team of four high purity water systems and service companies in the Northeast USA and Canada. East Range Group is dedicated to our core purpose of building phenomenal places to work for our incredible team of employees, and to building the best high purity water service company in North America.